连云港华德石油化工机械有限公司
手机:198-0508-1910
手机:151-0513-6695
400热线:400-001-8783
传真:0518-85525708
邮箱:hd@lygshj.com.cn
网址:www.lygshj.com.cn
地址:江苏连云港市海州开发区朐凤路117号
石油库油品装卸车过程中挥发出的油气由于含有大量的卤代烃、苯、醚类等有毒物质,容易破坏人体的呼吸、神经系统,危害操作人员的身体健康,且油气进入大体会形成光化学烟雾,从而造成严重的环境污染和资源浪费。此外,由于相对密度比空气大,大量烃类气体漂浮聚集在地面,很容易达到爆炸极限,存在较大的安全隐患,不符合生产现场HSE管理要求。
近年来,随着石化行业标准规范和国家安全、环保法规日趋严格,油气回收技术在油品装卸、存储及运输等环节的应用愈加广泛。装车油气回收技术是指在装卸油品的过程中,利用密闭鹤管将多余的油气收集起来,再利用回收工艺完成油气由气相到液相的转变,实现油品再利用,从而达到节能增效,减少环境污染的目的。
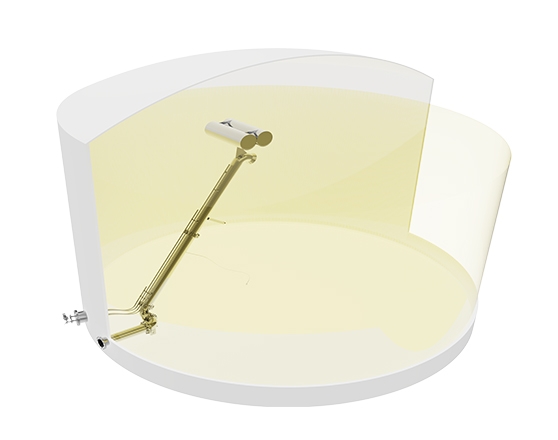
根据《储油库大气污染物排放标准》(GB20950-2007)的规定,对储油库(含炼油厂发油站台)要进行油气排放控制与回收,油气排放非甲烷总烃浓度不超过25 g/m3,油气处理效率不低于95%。然而市场上普遍采用的是锥帽式密闭装车油气回收系统,见图1。

图1 传统锥形密封流体装卸臂
该结构密封性能不可靠,(1)是油品装车过程中罐车内挥发油气聚集,油气压力逐渐升高,而安装在鹤管外臂上的气缸或液压缸无法提供足够大的力,保证密封帽一直与罐车口紧密的贴合,见图2;(2)是由于各装卸槽车罐口尺寸不一,操作原因导致鹤管与罐车对位不准,加之经常性碰撞以及雨水侵蚀锈蚀的影响,仅靠重力作用难以实现鹤管与罐口间良好的密封效果,现场装车作业过程中油气挥发严重,可燃气体探测仪经常处于报警状态,对周边环境、人员健康以及现场安全管控都造成不利影响。

图2 负载变化对传统锥形密封结构影响
1 油气回收工艺
目前国内外油气回收技术从原理上大致可分为吸收法、冷凝法、吸附法及膜分离法4种类型。
(1)吸收法是基于油气混合物中不同组分在吸收剂中溶解度的不同实现轻烃和其他组分分离的方法,比较常用的吸收剂有汽油、柴油和其它有机溶剂,由于油气中的烃类组分在化学结构上与吸收剂类似,故而油气在吸收剂的溶解度要明显强于空气。吸收法是石化领域应用较常见的1种油气回收技术,只要选择适应性较好的吸收剂就容易实现快速分离,且操作过程相对简单,但其吸收效率和尾气排放浓度难以达到当前日益严格的国家标准排放指标。
(2)冷凝法回收的工艺原理是利用烃类物质在不同温度下饱和蒸汽压的差异,通过采取多级连续冷却的方式,使油气处于过饱和状态,逐步实现油气分子由气态转变为液态,从而达到回收的目的。冷凝法的优点是工艺简单,自动化程度高,但采用多级冷凝需要的压缩机数量较多,能源消耗大,运行成本较高,且冷凝法只适用于高浓度油气,不容易实现绿色低浓度排放。
(3)吸附法是采用利用烃类组分和空气在吸附剂上亲和力的强弱差异来实现烃类组分与空气分离的回收技术,活性炭、活性纤维或硅胶是比较常用的吸附剂。吸附法的最大优点是可以将排放的尾气非甲烷总烃浓度控制在10 mg/L以下,明显低于《储油库大气污染物排放标准》的现行国家标准要求,油气回收效率达95%以上且装置运行平稳,但吸附法也受制于吸附剂吸附容量、使用寿命以及维护成本等因素,且活性炭吸附后需及时解吸恢复活性,否则会缩短其使用寿命。
(4)膜分离法是基于溶解扩散机理的分离技术,由于各组分在膜材料2侧分压差不同,造成油气各分子通过薄膜时的渗透速率不同,烃类组分会优先通过膜材料,而空气组分则被选择性截留。膜分离法工艺相对简单,可将尾气中非甲烷总烃浓度控制在5~35 mg/L,但该技术受制于膜材料,进口成本较高,且存在膜污染和膜通量问题。
综上所述,4种油气回收技术各有其特点与利弊,单一工艺方法已无法满足当前严格的排放规定,结合实际生产工况,进行多种技术的集成组合是油气分离技术应用发展的方向。
2 气动锁紧式密闭油气回收技术的应用
通过对生产现场装车系统实施上装鹤管气动锁紧式密封改造,实现密封装置与罐车口的自动压紧密封,并增设“脱硫+冷凝+吸附”技术组合的油气回收系统。
2.1 油气回收装置应用
2.1.1 工作原理 该系统主要有油气收集、脱硫、冷凝、凝析油回送、吸附以及机组自控等6部分,见图3。

图3 油气回收工艺流程图
装车过程产生的油气,经过密闭收集装置先进行脱硫处理(非铁系脱硫剂效率高,安全无自燃危险),脱硫后的油气进入冷凝系统进行3级冷却:前置级冷凝到10℃左右,冷凝出部分油和水;第1级将油气温度降到-30℃左右,再析出部分油和水;第2级将油气温度降到-70℃左右,使大部分高浓度烃类组分冷凝液化。经过3级冷却,大部分油气以液态形式进入储液罐暂存,而由冷凝器出口排出的剩余油气(只含有少量有机气体)再经过活性炭吸附罐进行处理后达标排放。
2.1.2 工艺系统优点(1)自身安全性高。高浓度油气始终在低温下运行,不会产生高温燃烧现象,活性炭吸附系统一直处于常温状态,整个处理过程油气组分始终不接触其它可燃、易燃物质。另外,采用PLC自动控制,确保制冷机组的运行平稳,实现自动启动和自动停机,故障情况下自动报警及紧急自动停机等功能;(2)节能性好。采取“冷凝+吸附”组合工艺,集取2种方法优点、明显降低整机能耗、尾气排放浓度低于国家标准规定的限值。同时,前置级利用第2级-70℃冷凝后的余气将挥发气体温度从环境温度降到10℃左右,把油气中多余的冷量回收利用,有效解决了油冷回收问题;(3)控制精确。制冷系统不管外部环境温度如何,均将整个系统的温度精确控制,使得吸附系统的运行处于设计范围之内,不会出现因为入口浓度变化引起吸附床层过度饱和超标泄露,也不会因为吸附床层未吸附饱满时提前脱附,节约了运行成本;(4)使用寿命长,维护成本低。制冷系统使用寿命为20 a以上,采用具有自主知识产权的换热吸附工艺和设备,安全性能好,有效克服活性炭吸附热效应而引起的活性炭失效,有效延长活性炭使用寿命,活性炭使用寿命可达5 a以上,维护成本低。
2.2 气动锁紧密闭装车鹤管的应用
为保证VOCs排放达标,减少挥发油气对环境的污染,对装车栈台的25台老旧鹤管进行密封升级改造,彻底解决了上装式鹤管密封油气泄露的问题,确保100%密闭装车。
2.2.1 结构功能 选用天邦科技开发公司生产的汽车顶部锁紧式密闭装车鹤管对原装车设施进行改造,见图4。鹤管密封结构由锁紧机构、双过料压紧气缸、密封筒体、鹤管内外壁及垂管组成。

图4 密闭装车鹤管结构
1-鹤管液相接口;2-鹤管气相接口;3-鹤管内臂;4-鹤管外臂;5-垂直连接件;6-气动锁紧式密封装置;7-手动转阀;8-密封装置液相接口法兰;9-密封装置气相接口法兰;10-中空型气缸活塞杆;11-双过料压紧气缸;12-橡胶密封圈;13-锁紧机构;14-锁舌;15-密封筒体;16-垂管
锁紧机构随垂管伸入罐车口,密封橡胶圈与油罐车口发生接触,在双过料压紧气缸的驱动下,锁舌在密封筒体的导向槽上实现展开与收拢,当锁紧机构展开并压紧罐车口内臂时,锁舌与密封筒体的相互夹紧作用使橡胶密封垫承受0.4 MPa的压紧力,使密封装置与罐车口紧密结合,见图5。

图5 锁紧机构夹紧状态
当锁紧机构收拢时,锁紧机构脱离罐车口内壁,夹紧力消失,密封装置与罐车口自然分离,密封装置(垂管)可提出罐口,收回鹤管,见图6。

图6 锁紧机构收拢状态
采用上装气动锁紧密封装置,克服由于鹤管与罐车对位不准确、罐车口尺寸不规范、装油过程罐内气压增大以及罐车沉降等因素导致上装鹤管密封泄露的缺陷,挥发的油气全部通过集气管线进入油气回收设备再处理。
2.2.2优点 相比传统的罐口密封形式,气动锁紧式密封装置具有密封严实可靠、重量轻、操作轻松简单、易损件少、使用寿命长等突出优点,彻底解决了油气在罐车顶部装油孔处泄露的问题。
(1)密封性能好。通过气缸驱动自身锁紧机构“夹紧”罐口这个动作实现鹤管与油罐车柔性密封连接的效果,密封装置能够随着油罐车在装油过程中沉降而下沉,省去鹤管外臂锁紧等机构。另外,当气源压力为0.4 MPa时,过料压紧气缸可以为锁紧机构提供400 kgf的夹紧力,保证密封装置能够克服罐车内油气压力变化、罐车口不平整等因素而达到可靠的密封,见图7。

图7 空、负载时密封鹤管现场使用情况
(2)安全性高和使用寿命长。密封气缸、垂管及其它结构件均由高强度耐腐蚀的铝合金材质制造,通过合理接地可有效避免装油过程中的静电积聚,锁舌则采用防爆铝青铜材质,防止“夹紧”罐口时产生火花或静电。另外,除密封胶垫外无其它易损件,密封装置使用寿命可达20 a。
(3)应用范围广。适用于上装鹤管密封改造,仅对鹤管进行改造,改造过程简单方便、施工量小、改造成本低,不需改造罐车,即可满足大多数上装式罐车口的密封要求。
(4)自动化程度高。纯气动控制方式实现了密封装置与罐车口自动锁紧、松开,机械动作准确、快速,降低了人员工作量,提升了装车效率。
3 结论
运行后,用手持VOC检测仪实测,改造后的上装气动锁紧密封装车时泄露点油气体积分数低限值为0.004%,高限值为0.006%,满足国家标准《储油库大气污染物排放标准》(GB20950-2007)标准规定的排放限值:“油气密闭收集系统任何泄漏点排放的油气体积分数不应超过0.05%”;油气排放浓度可控制在120 mg/m³以内,以罐容30 t的油罐车计算,改造后可回收液化烃0.8 L,油气回收效率由0.003 L/t提高到0.027 L/t,系统处理效率达到97%以上,满足国家VOCs排放要求。
在汽运油品装车过程中,将传统锥形密封结构改造为气动锁紧式上装鹤管,彻底解决了罐车装油口油气泄露的问题,实现100%的密闭装车,同时应用“脱硫+冷凝+吸附”的油气回收组合工艺方法,尾气达标后可就地排放,系统设计合理,操作平稳可靠,经济、环保和社会效益显著。